








Телефон
Эл. почта

Менеджер Ся

Менеджер Чи

Менеджер Ся

Менеджер Чи
Вверх
Телефон
Эл. почта
Менеджер Ся
Менеджер Чи
Менеджер Ся
Менеджер Чи
Вверх





Электрогидравлический гибочный станок с ЧПУ с сервоприводом
Высокоточный, высокоэффективный, высококонфигурированный, высокожесткий электрогидравлический сервопривод для гибки листового металла с ЧПУ, импортированная электрогидравлическая сервосистема, полностью замкнутая синхронизация ползунков управления.

Телефон
+8613986207676 Менеджер Ся
Эл. почта
ouweimachinery@aliyun.com

+8615655594188 Менеджер Ся

+8618315520218,8613986207676
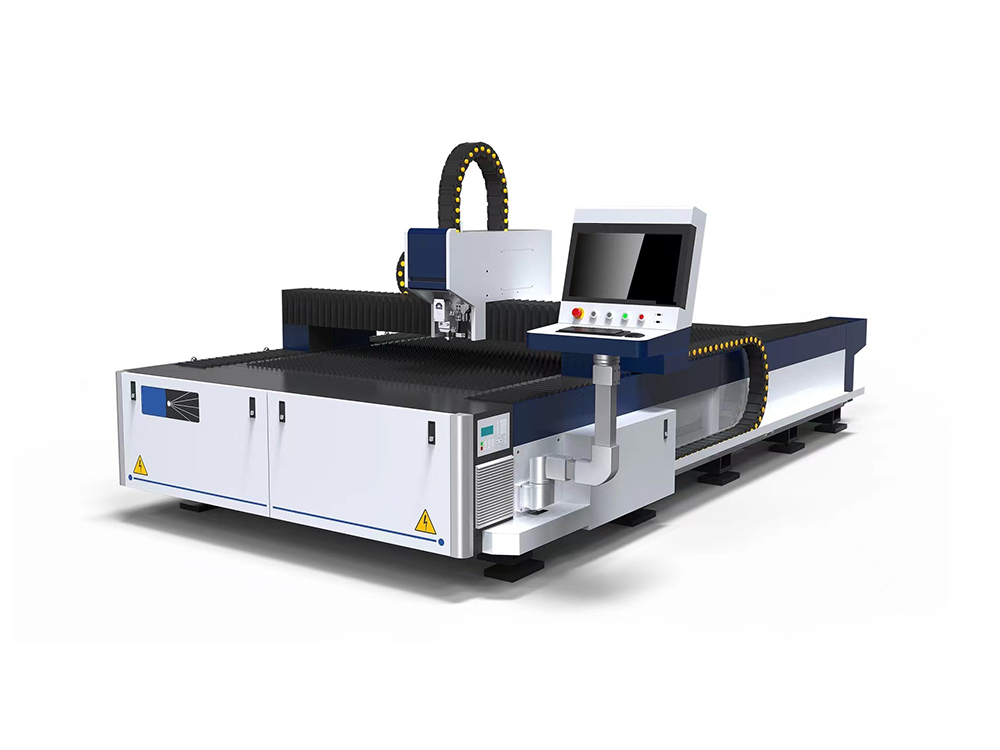
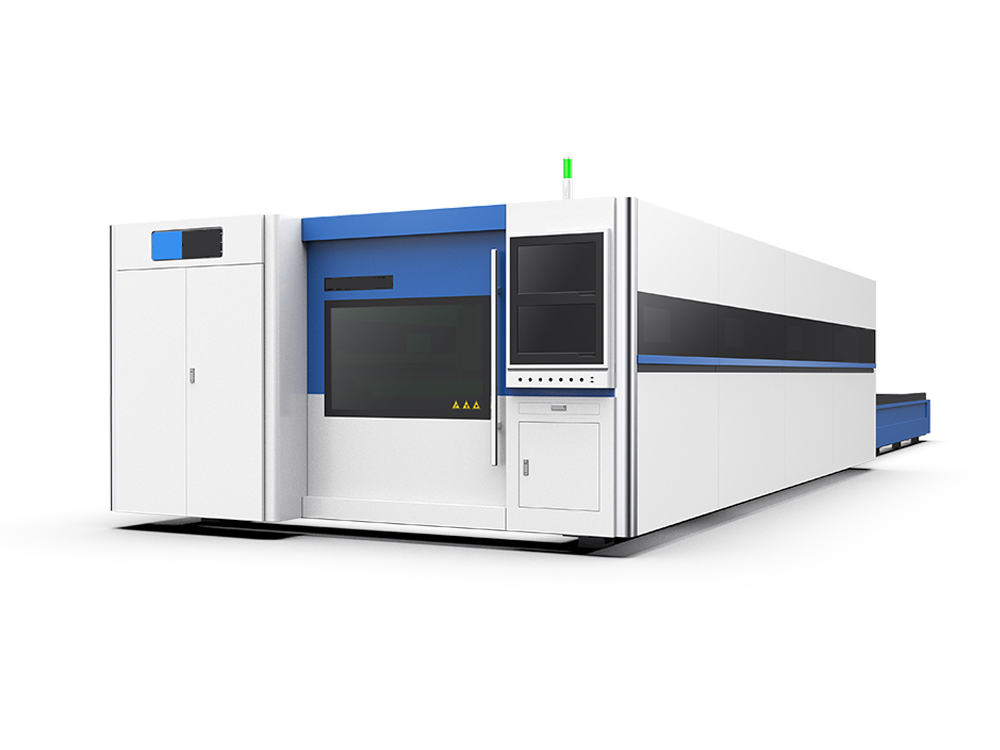
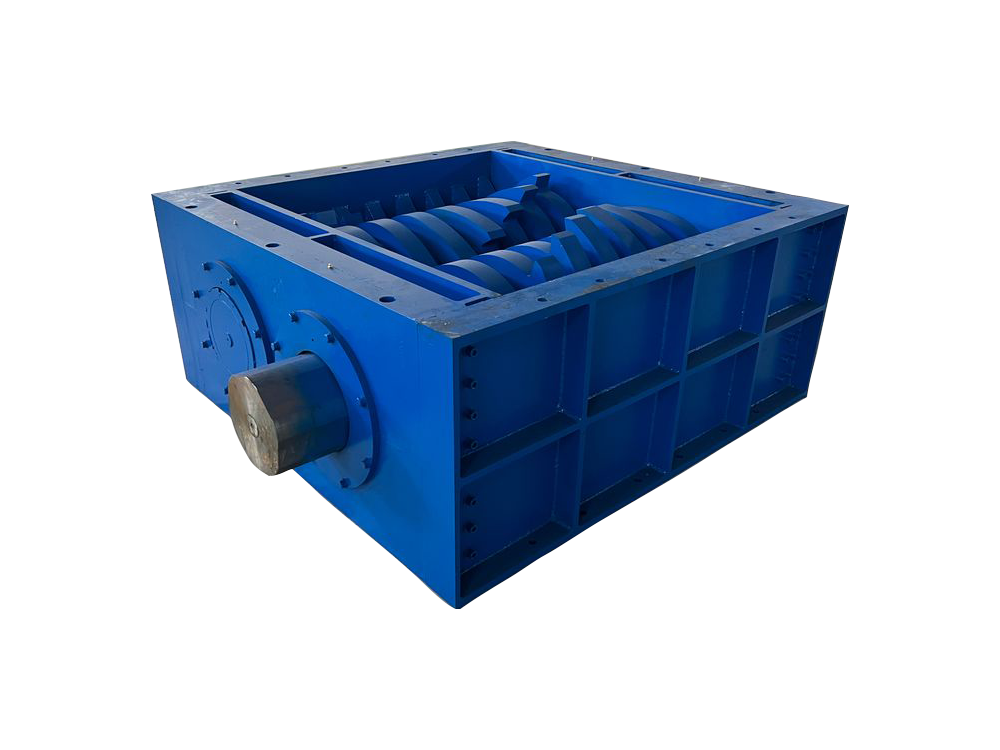
 Связанные продукты
Связанные продукты
 Брошюра
Брошюра
Знакомство с оборудованием
Высокоточный, высокоэффективный, высококонфигурированный, высокожесткий электрогидравлический сервопривод для гибки листового металла с ЧПУ, импортированная электрогидравлическая сервосистема, полностью замкнутая синхронизация ползунков управления.
Вся машина имеет цельносварную конструкцию из стальных пластин и использует новый процесс вибрационного старения для устранения внутреннего напряжения;
Стандартное количество осей ЧПУ – 3, а именно Y1, Y2 (синхронное перемещение левого и правого цилиндров вверх и вниз), V (компенсация отклонения);
Стандартной системой ЧПУ является система DA52 голландской компании DELEM;
Используйте верстак для компенсации прогиба клинового типа и механизм деформации горловины для обеспечения точности изгиба;
Ключевые гидравлические и электрические компоненты выбраны из всемирно известных продуктов;
В произвольном порядке комплектуется набором стандартных верхних и нижних форм;
Дополнительное защитное устройство стандарта CE;
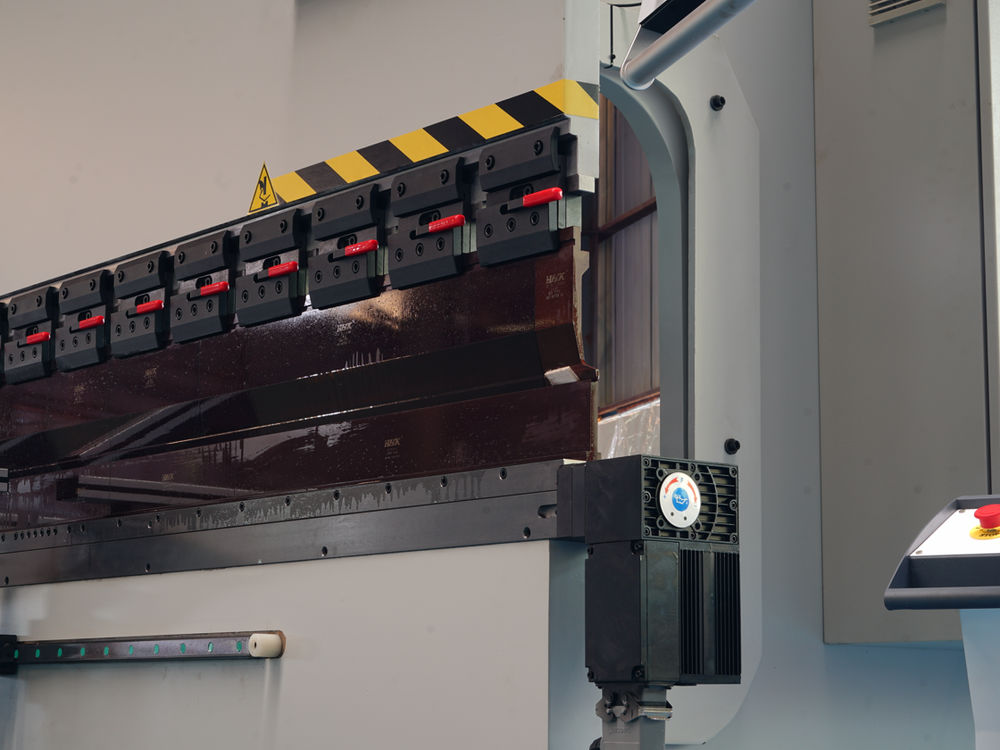
Устройство компенсации прогиба
Ось v представляет собой ось компенсации для ручной регулировки выпуклости рабочего стола, что позволяет получить точную компенсацию отклонения по всей длине рабочего стола. Выпуклый верстак состоит из набора выпуклых клиновых блоков с наклонными поверхностями.Наклон каждого выпуклого клинового блока рассчитывается на основе кривой отклонения ползунка и анализа конечных элементов вертикальной пластины верстака. Система ЧПУ рассчитывает необходимую величину компенсации на основе силы нагрузки при изгибе заготовки (эта сила вызовет деформацию отклонения ползуна и вертикальной пластины верстака) и автоматически контролирует относительное перемещение выпуклого клина, тем самым эффективно компенсируя отклонение. Деформация, вызванная ползунком и вертикальной пластиной верстака, устраняется, и можно получить идеальную гибочную заготовку.
| Имя/Модель | 80/20 | 80/25 | 80/32 | 100/25 | 100/32 | 100/40 | 135/32 | 135/40 | 160/32 | 160/40 | 200/32 | 200/40 | 250/32 | 250/40 | 250/60 | 320/40 | 320/60 | 400/40 | 400/50 | 400/60 | 500/40 | 500/50 | 500/60 | 640/60 | 640/70 | 640/80 | 800/60 | 800/70 | 800/80 |
|
Номинальная сила Kn |
800 | 800 | 800 | 1000 | 1000 | 1000 | 1350 | 1350 | 1600 | 1600 | 2000 | 2000 | 2500 | 2500 | 2500 | 3200 | 3200 | 4000 | 4000 | 4000 | 5000 | 5000 | 5000 | 6400 | 6400 | 6400 | 8000 | 8000 | 8000 |
|
Ширина складной доски mmA |
2000 | 2500 | 3200 | 2500 | 3200 | 4000 | 3200 | 4000 | 3200 | 4000 | 3200 | 4000 | 3200 | 4000 | 6000 | 4000 | 6000 | 4000 | 5000 | 6000 | 4000 | 5000 | 6000 | 6000 | 7000 | 8000 | 6000 | 7000 | 8000 |
|
Расстояние между столбцами mmB |
1550 | 2050 | 2600 | 2050 | 2600 | 3550 | 2600 | 3550 | 2600 | 3150 | 2600 | 3150 | 2600 | 3150 | 5050 | 3150 | 5050 | 3450 | 4050 | 5050 | 3150 | 4050 | 5050 | 5050 | 6050 | 6200 | 4760 | 5760 | 6200 |
|
Ход ползунка mmC |
200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 300 | 300 | 300 | 300 | 300 | 300 | 320 | 320 | 320 | 400 | 400 | 400 |
|
Рабочая поверхность находится на максимальной высоте открытия слайдера mmE |
400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 485 | 485 | 485 | 485 | 485 | 570 | 570 | 570 | 570 | 570 | 600 | 600 | 600 | 640 | 640 | 640 | 820 | 820 | 820 |
|
глубина горла mmD |
400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 500 | 500 | 500 |
|
Ширина верстака mmF |
200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 250 | 250 | 250 | 250 | 250 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 400 | 400 | 400 |
|
степень привода mm/s |
110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 75 | 75 | 75 | 80 | 80 | 80 | 100 | 100 | 100 |
|
Скорость работы mm/s |
11 | 11 | 11 | 11 | 11 | 11 | 12 | 12 | 11 | 11 | 11 | 11 | 9 | 9 | 9 | 9 | 9 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 |
|
скорость возврата mm/s |
110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 120 | 120 | 110 | 110 | 110 | 110 | 110 | 80 | 80 | 80 | 75 | 75 | 75 | 80 | 80 |
80 |
100 | 100 | 100 |
|
Мощность главного двигателя Kw |
7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 15 | 15 | 15 | 15 | 22 | 22 | 22 | 30 | 30 | 37 | 37 | 37 | 45 | 45 | 45 | 55 | 55 | 55 | 2×37 | 2×37 | 2×37 |
|
Емкость топливного бака L |
141 | 216 | 274 | 216 | 274 | 274 | 600 | 600 | 600 | 600 | 550 | 600 | 700 | 700 | 700 | 890 | 890 | 700 | 700 | 700 | 900 | 900 | 900 | 1000 | 1000 | 1000 | 2200 | 2200 | 2200 |
|
Длина машины mmL |
2100 | 2600 | 3500 | 2600 | 3500 | 4500 | 3500 | 4500 | 3500 | 4500 | 3500 | 4300 | 3500 | 4600 | 6600 | 4600 | 6600 | 5000 | 6000 | 7000 | 5000 | 5050 | 7000 | 7000 | 8000 | 8010 | 7000 | 8000 | 8050 |
|
Ширина машины mmG |
1750 | 1750 | 1750 | 1750 | 1750 | 1750 | 1750 | 1750 | 1750 | 1750 | 1900 | 1900 | 2100 | 2100 | 2100 | 2200 | 2200 | 3600 | 3600 | 3600 | 3650 | 3800 | 3650 | 3610 | 3800 | 3900 | 4000 | 4000 | 4100 |
|
Высота машины mmG |
2900 | 2900 | 2900 | 2900 | 2900 | 3100 | 3100 | 3100 | 3100 | 3100 |
3200 |
3200 | 3500 | 3500 | 3500 | 3500 | 3600 | 5200 | 5500 | 5750 | 6100 | 6100 | 5850 | 5900 | 6100 | 6150 | 6150 | 6200 | 6200 |






Гарантия материала
Лезвия машин для резки обычно изготавливаются из высокотвердых сплавных сталей или высокоскоростных сталей, которые обладают отличными механическими свойствами и стойкостью к износу, и могут выдерживать высокие нагрузки. Этот материал обеспечивает долговечность и длительный срок службы лезвий.

Гарантия обработки
Лезвия машин для резки проходят точные технологии обработки, чтобы обеспечить, что геометрическая форма, размеры и качество поверхности лезвий соответствуют строгим требованиям. Точная обработка гарантирует качество резки и стабильность лезвий.

Гарантия твердости
Лезвия машин для резки обладают высокой твердостью, позволяя им сохранять острые режущие кромки в процессе резки и эффективно сопротивляться износу и деформации. Высокая твердость гарантирует долговечность и эффективность резки лезвий.

Гарантия инспекции
В процессе производства лезвия машин для резки проходят строгие контрольные испытания качества, чтобы убедиться, что они соответствуют соответствующим стандартам и спецификациям. Эти инспекции включают испытания материала, измерение размеров, твердость и т.д., чтобы гарантировать, что качество и характеристики лезвий соответствуют ожиданиям.

Выбор материала
Выбор материала в соответствии с требованиями заказчика.

Ковка
Ковка в основном используется для улучшения плотности материалов.

Грубая обработка
Основная обработка материалов в форму.

Изоляция
Изоляция выполняется для увеличения прочности продукта.

Термическая обработка
Улучшение твердости образованного продукта и материала.

Точная обработка
Улучшение стойкости к износу продукта и продление срока службы.

Инспекция
Отклонение некачественных продуктов от входа на рынок.

Упаковка
Используются различные методы упаковки для различных продуктов.





Наш сервис выходит за пределы доставки продукции. Он включает в себя комплексную поддержку клиентов. Независимо от того, являетесь ли вы владельцем бренда, дистрибьютором или конечным клиентом, наша команда готова ответить на ваши вопросы, предоставить техническую поддержку и предложить решения. Мы ценим партнерства с нашими клиентами и активно слушаем их потребности и обратную связь, поддерживая близкое взаимодействие, чтобы обеспечить вам удовлетворительный опыт использования продукции и услуг.

Владелец бренда

Дистрибьютор

Терминал
Контакт
